
Eisbär - Dienstleistung GbR
Eisbär - Dienstleistung GbR
Druckaufträge
Sie schicken uns das 3D-Model wir schicken Ihnen das gedruckte Obejkt.
Wichtiger Bestandteil eines 3D-Drucks ist das Filament der Bautsoff sozusagen. Hier gibt es viele verschiedene Arten mit unterschiedlichen Eigenschaften. So kann man das richtige material für die spezifischen Anforderungen auswählen.
hier die meist Benutzten...
Polylactid
PLA ist das am häufigsten genutzte 3D‑Druckmaterial (ca. 39 % Marktanteil). Es besteht aus nachwachsenden Rohstoffen wie Maisstärke oder Zuckerrohr und ist unter bestimmten Bedingungen biologisch abbaubar. PLA ist günstig, leicht zu drucken und benötigt weder Heizbett noch geschlossenen Bauraum.
Ideal für: Prototypen, Deko, Modelle ohne hohe Belastung. Weniger geeignet für: Technische Bauteile, da PLA bei ca. 50 °C weich wird, wenig schlagzäh ist und zum Kriechen neigt.
Polyethylenterephthalat-Glykol
PETG ist ein günstiges 3D‑Druckmaterial mit Eigenschaften zwischen PLA und ABS. Es ist schlagzäher und flexibler als PLA, aber weniger hitzebeständig als ABS. PETG lässt sich leicht drucken, haftet sehr gut auf der Druckplatte und benötigt moderate Temperaturen von etwa 220–250 °C.
Ideal für: Mechanische Teile, Gehäuse, langlebige Alltagsobjekte.
Acrylnitril-Styrol-Acrylat
ASA ist ein wetter- und UV‑beständiges Copolymer, das chemisch mit ABS verwandt ist. Es bietet ähnliche mechanische Eigenschaften wie ABS – hohe Festigkeit und Zähigkeit – ist jedoch deutlich unempfindlicher gegenüber Sonnenlicht, Verfärbungen und Rissbildung.
Durch seine robuste Außenbeständigkeit eignet sich ASA besonders für Outdoor‑Anwendungen, z. B. Gehäuse, technische Bauteile oder Automobilzubehör. Aufgrund des höheren Preises wird es jedoch seltener eingesetzt.
Acrylnitril-Butadien-Styrol
ABS ist ein robustes, wärmebeständiges und kostengünstiges 3D‑Druckmaterial mit starkem Industrie‑Fokus. Es schmilzt bei etwa 210–250 °C, ist deutlich schlagzäher als PLA und eignet sich hervorragend für funktionale Bauteile, die höheren Temperaturen oder Belastungen standhalten müssen.
Beim Drucken neigt ABS jedoch zu Verzug durch Wärmeausdehnung, weshalb meist eine beheizte Druckplatte und idealerweise ein geschlossener Bauraum nötig sind – moderne ABS‑Blends kommen teilweise ohne beheizten Bauraum aus.
Da beim Druck Dämpfe und VOCs entstehen, ist gute Belüftung oder ein geschlossener Bauraum mit Filter wichtig.
Ideal für: Funktionsteile, technische Anwendungen, Bauteile mit Temperaturbelastung.
Polyamid
PA (Nylon) ist ein hochwertiger technischer Werkstoff für anspruchsvolle Industrieanwendungen. Polyamide sind äußerst widerstandsfähig gegenüber Chemikalien, Abrieb und mechanischer Belastung, weshalb sie häufig für Zahnräder, Lager, Funktionsbauteile und andere stark beanspruchte Komponenten eingesetzt werden.
Für den 3D‑Druck benötigt PA jedoch sehr hohe Temperaturen (ca. 240–260 °C), eine beheizte Druckplatte und idealerweise einen beheizten Bauraum. Zusätzlich ist PA stark hygroskopisch und nimmt schnell Feuchtigkeit auf – Drucken aus einer Trockenbox oder einem Filamenttrockner ist daher nahezu Pflicht.
Auf Consumer‑Geräten ist PA zwar druckbar, aber aufgrund der hohen Anforderungen und Materialkosten außerhalb technischer Anwendungen weniger verbreitet.
Ideal für: Hochbelastbare Funktionsbauteile, Zahnräder, Lager, technische Mechanik.
Thermoplastisches Polyurethan
TPU ist ein flexibles, gummiartiges 3D‑Druckmaterial für Anwendungen, die hohe Elastizität erfordern. Es eignet sich ideal für Dichtungen, Schläuche, Handyhüllen und andere abriebfeste, öl- und fettbeständige Bauteile.
Der Druck mit TPU ist anspruchsvoller: Das Material benötigt sehr langsame Druckgeschwindigkeiten und spezielle Einstellungen. Durch seine weiche, „spaghettiartige“ Beschaffenheit ist TPU für viele Bowden‑Extruder ungeeignet, während Direct‑Drive‑Extruder deutlich zuverlässiger arbeiten.
Ideal für: Flexible Bauteile, Dämpfungselemente, Schutzhüllen, Dichtungen.
Der Grad der nachbearbeitung bestimmt wie viel Zeit wir von Hand in Ihr Druckobjekt investieren. Davon hängt auch der Preis ab den wir Ihnen machen können.
Bitte beachten Sie dass die nachbearbeitungszeit je nach Stufe und Komplexität des Objektes stark variieren kann und wir Ihnen deshalb im Angebot nur eine Einschätzung des Zeitaufwands geben können.
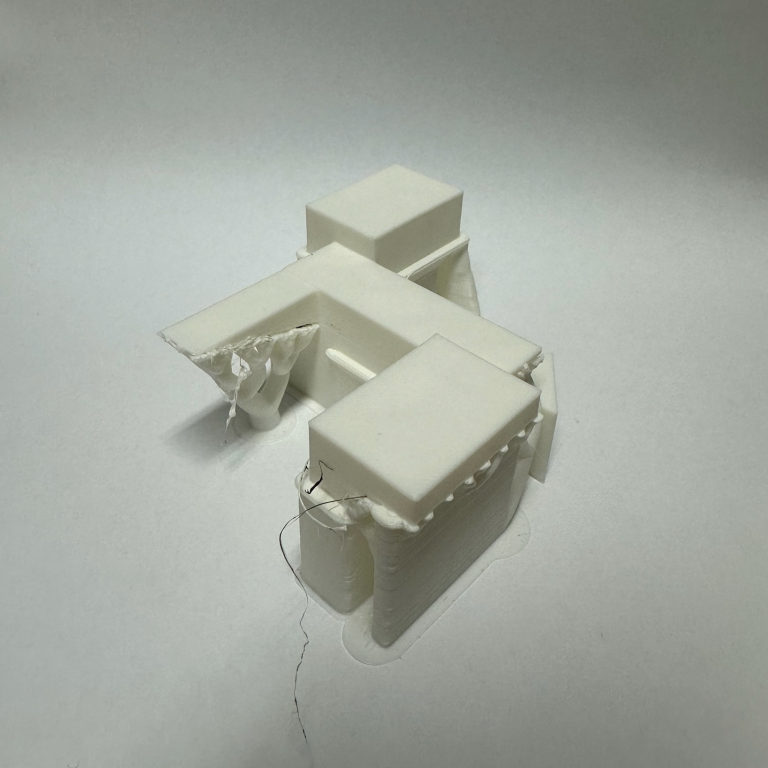
Kein Aufpreis Modell wird aus der Druckkammer entnommen und Ihnen so Übergeben
Entfernung der Stützen und groberen Anomalien falls vorhanden.
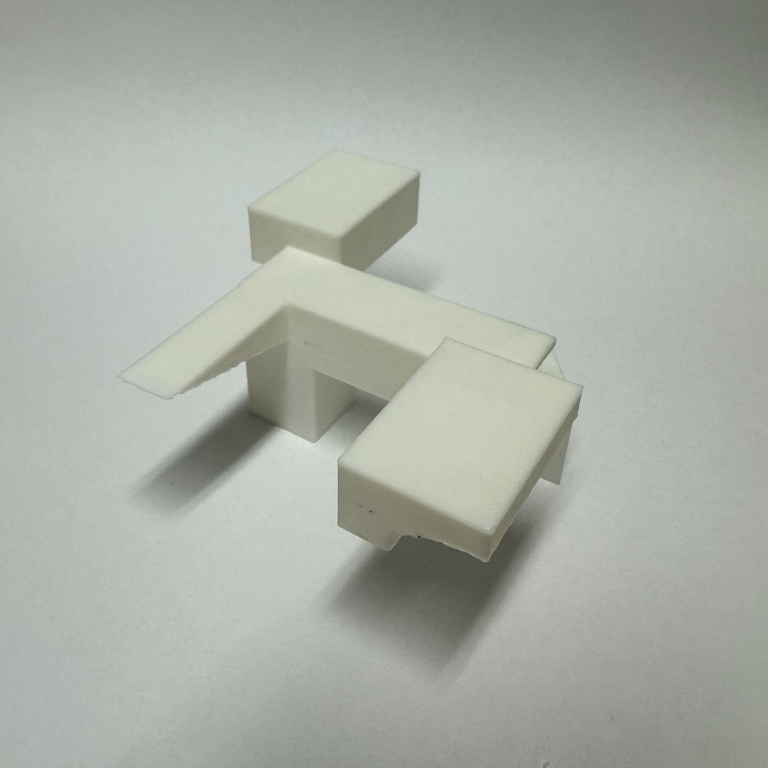
Objekte werden bestmöglich aufbereitet Anomalien aller Art werden entfernt und alles sorgfältig entgratet.
geringer Zeitaufwand
moderater Zeitaufwand
Hoher Zeitaufwand
Wenn Sie Intersse an unserer Dienstleistung haben dannn schicken Sie uns eine Anfrage.

Wir benötigen Ihre Zustimmung zum Laden der Übersetzungen
Wir nutzen einen Drittanbieter-Service, um den Inhalt der Website zu übersetzen, der möglicherweise Daten über Ihre Aktivitäten sammelt. Bitte überprüfen Sie die Details in der Datenschutzerklärung und akzeptieren Sie den Dienst, um die Übersetzungen zu sehen.